How water interacts with dust and how to improve this interaction
In the world of dust abatement with nebulized water, understanding and improving the interaction between water droplets and dust particles is very important as it allows to maximize dust abatement without a significant increase in humidity.
The keys to effective wet spray dust control are the proper application of moisture, careful nozzle location, controlling droplet size, choosing the best spray pattern and spray nozzle type and proper maintenance of equipment.
To use wet sprays effectively, it must be remembered that each type of dust and application point is a unique situation and needs to be evaluated separately to achieve the optimal result. Also, water cannot be used at all times throughout the year in various climates where low temperatures may cause freezing.
Humidity
When water is used to control dust, it has only a limited residual effect due to evaporation, and will need to be reapplied at various points throughout the process to remain effective. Overapplication in the amount/volume of moisture can be a problem in all operations and may impact the equipment as well as the total process and transportability of the final product if shipped in bulk. In most cases, a properly designed spray system using finely atomized water sprays will not exceed 0.1 percent moisture application [USBM 1987]; however, systems that address prevention over larger areas with larger droplet sprays may add up to 1.5 percent moisture to the process.
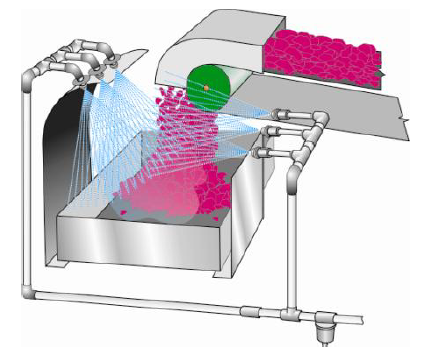
How does dust behave?
It is important to observe that the vast majority of dust particles created during crushing are not released into the air, but stay attached to the surface of the broken material. Therefore, adequate wetting is extremely important because it ensures that the dust particles stay attached to the broken material. Uniformity of wetting is also an important issue for an effective system. By far the best dust reductions can be achieved by spraying the ore with water and then mechanically mixing the ore and water together to achieve a uniformity of wetting.
Position of nozzles
Due to the unique characteristics of each application, there are no hard and fast rules for specifically locating spray nozzles in dust control applications; however, optimal spraying can be achieved by taking few things into consideration.
- For airborne dust prevention, the nozzles should be located at an optimum target distance from the material, far enough to provide the coverage required but close enough so that air currents do not carry the droplets away from their intended target [Blazek 2003].
Moreover, the droplet size also needs to be considered when setting the correct target distance. - For airborne dust suppression, nozzles should be located to provide maximum time for the water droplets to interact with the airborne dust.
- For wet dust prevention systems, nozzles should be located upstream of the transfer point where dust emissions, in most cases, are being created [Blazek 2003].
- Care should be taken to locate nozzles for the best mixing of material and water [Blazek 2003].
Droplet size
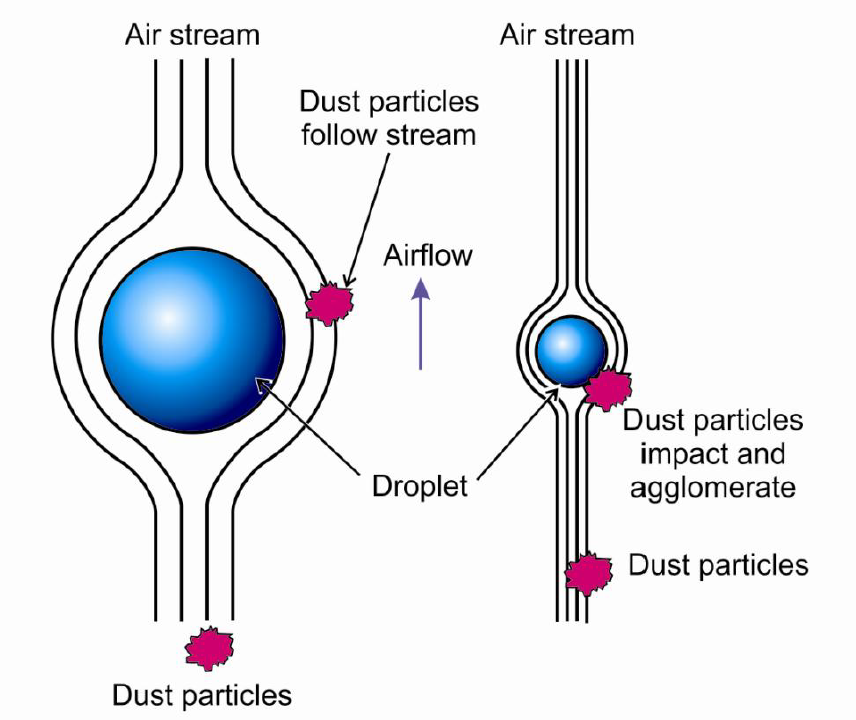
The droplet size is practically fundamental. In fact when using water mist sprayers, one of the primary considerations is the droplet size because, for optimal agglomeration, the particle and water droplet sizes should be roughly equivalent. The probability of impaction also increases as the size of the water spray droplets decreases, because as the size of the droplets decreases, the number of droplets increases [Rocha 2005a].
In addition, we must also consider at a microscopic level the displacement of air generated by the individual droplets of water, contact occurs as the dust particle follows the streamlines and collides with the droplet this happens when the drop of water is about the same size as the dust particle.
Classification of water spray
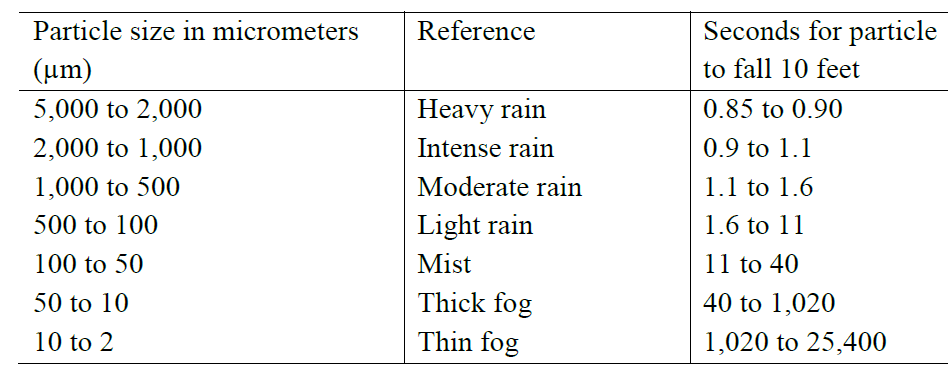 (Particle/droplet size in comparison to common precipitation classification [Bartell and Jett 2005])
(Particle/droplet size in comparison to common precipitation classification [Bartell and Jett 2005])
Can the addition of surfactants make the difference?
Absolutely, because they lower the surface tension of the water solution, which has the following effects:
- Reduce the droplet diameter
- Increase the number of droplets for a given volume of water
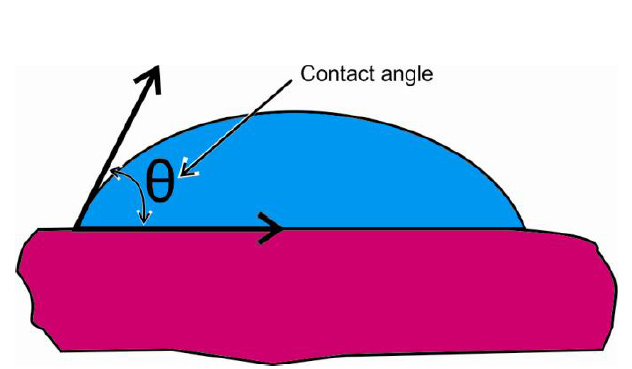
- Reduce the contact angle consequently increases the wettability of water which allows a better interaction between particles of water and dust
The contact angle is the angle, where a liquid interface meets a solid surface. The lower the angle is, the greater the wetting power of the water.
The use of surfactants increases the rate at which the droplets are able to wet or coat dust particles Small amounts of surfactants can be injected into the spray water, typically in a dilution range of 1:700 to 1:1500, to improve the wetting and subsequent control of dust particles [Swinderman et al. 2002]
N.B:
- Despite the effectiveness of chemical additives, it must be noted that they are not often used in the metal/nonmetal mining industry based upon several limitations.
- With reduction of droplet diameter the contact angle is also reduced and the surface tension of water it can be reduced from 72,6 mN/m to 28 mN/m (pure water)
WARNINGS:
- surfactants bring additional costs compared to just using water
- they can alter the properties of the mineral or material being processed
- they can damage some equipment such as conveyor belts and seals
- surfactant systems require more upkeep and maintenance than typical water systems.
- surfactants have limited usefulness in the metal/nonmetal mining industry.
Factors on which the efficiency of surfactants depends
- hydrophobic nature of the dust particles
- dust particle dust
- dust concentration
- water pH
- minerals present in the water used [Rocha 2005c]
The importance of the water composition
If spray nozzles become plugged with sediment or debris, they render the spray system ineffective.
If the available water supply contains a high level of minerals, nozzle wear can be accelerated. A high level of minerals in the supply of water can also introduce caking, which is a buildup of carbonates on the nozzle and can increase the amount of maintenance required. Although it may not be possible to modify the hardness of the water being sprayed, a properly designed and applied maintenance program can help to minimize the adverse effects of high levels of minerals in the available water supply.
Solution: The user should consider nozzles fabricated in hard and ceramic material if this condition is present.
Type of nozzles
Air atomizing Nozzles inject compressed air into the liquid stream to achieve atomization.
- internal mix nozzles use an air cap that mixes the liquid and air streams internally to produce a completely atomized spray,the atomization air pressure acts against the liquid pressure to provide additional liquid flow rate control.
- external mix nozzles use an air cap that mixes the liquid and air streams outside of the nozzle
Hydraulic Nozzles force the liquid through a fixed orifice at high pressures to achieve atomization into droplets, exploit the venturi effect.
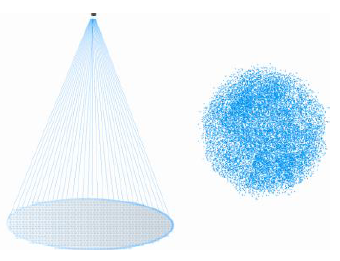
Full cone nozzles produce a solid cone-shaped spray pattern with a round impact area that provides high velocity over a distance they are normally used when the sprays need to be located further away from the dust source [Bartell and Jett 2005].
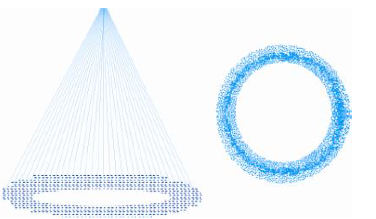
Hollow cone nozzles produce a circular ring spray pattern and typically produce smaller drops than other hydraulic nozzle types of the same flow rate, they are normally useful for operations where airborne dust is widely dispersed and are available in two different designs: whirl chamber and spiral sprays [Bartell and Jett 2005].
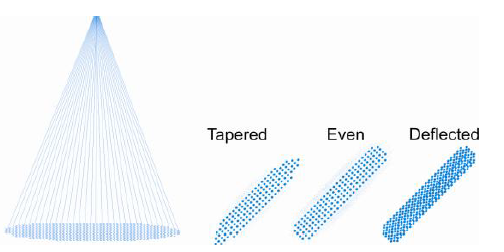
Flat fan nozzles pray angles and are normally located in narrow enclosed spaces these nozzles are useful for wet dust prevention systems [Bartell and Jett 2005].
REFERENCES:
- Bartell W, Jett B [2005]. The technology of spraying for dust suppression. Cement Americas, May/June pp. 32–37.
- Blazek CF [2003]. The role of chemicals in controlling coal dust emissions. Presented at the American Coal Council PRB Coal Use: Risk
- Management Strategies and Tactics Course. Dearborn, Michigan, June 2003.
- NIOSH [2003]. Handbook for dust control in mining. By Kissell FN. Pittsburgh, PA: U.S. Department of Health and Human Services, Centers for Disease Control and Prevention, National Institute for Occupational Safety and Health, NIOSH Information Circular 9465, DHHS, (NIOSH) Publication No. 2003–147.
- NDT Educational Resource Center, Iowa State University. [http://www.ndt ed.org/EducationResources/CommunityCollege/PenetrantTest/PTMaterials/surfaceenergy.html]. Date accessed: February 13, 2009.
- Rocha E [2005a]. PowerPoint presentation slide # 30 presented by E. Rocha, General Manager, Spraying Systems do Brasil Ltda. Spray Technology Workshop for Pollution Control at Spraying Systems do Brasil Ltda, São Bernardo do Campo, Brazil.
- Rocha E [2005b]. PowerPoint presentation slide # 43 presented by E. Rocha, General Manager, Spraying Systems do Brasil Ltda. Spray Technology Workshop for Pollution Control at Spraying Systems do Brasil Ltda, São Bernardo do Campo, Brazil.
- Rocha E [2005c]. PowerPoint presentation slide # 75 presented by E. Rocha, General Manager, Spraying Systems do Brasil Ltda. Spray Technology Workshop for Pollution Control at Spraying Systems do Brasil Ltda, São Bernardo do Campo, Brazil.
- Schick R [2006]. Spray technology reference guide—understanding drop size. [http://www.spray.com].
- SSCO (Spraying Systems Co. Catalog 70). Industrial spray products. [http://www.spray.com].
- SSCO (Spraying Systems Co.) 2006. A guide to safe and effective tank cleaning. [http://www.spray.com].
- SSCO (Spraying Systems Co.) 2003. Spray optimization handbook TM–410. [http://www.spray.com].
- Swinderman RT, Goldbeck LJ, Marti AD [2002]. Foundations 3: the practical resource for total dust & material control. Neponset, Illinois: Martin Engineering.
- USBM [1987]. Dust control handbook for mineral processing. U.S. Department of the Interior, Bureau of Mines. Contract No. J0235005. NTIS No. PB88–159108.
- [http://www.osha.gov/SLTC/silicacrystalline/dust/dust_control_handbook.html]. Date accessed: December 13, 2008.
- Dust control handbook for industrial minerals mining and processing
